In this example, a rectangular composite panel is clamped on one side and subjected to a tip load on the other side. This simple model can be used to demonstrate how the three phases of the composite optimization package interact with each other to ultimately generate a manufacturable design.
Free-sizing Optimization
During the concept phase, the composite panel is modeled with four orientations (0°, 90°, 45° and -45°) of uniform thickness, and the SMEAR option is applied to eliminate stack biasing. At this stage, you are minimizing the compliance of the structure while maintaining its volume fraction below 30%. Manufacturing constraints are introduced to limit the total thickness of the panel and to ensure that each orientation accounts for at least 10% of the total thickness. In addition, the thicknesses of the 45° and -45° orientations should be balanced. The resulting DSIZE card is:
DSIZE 1 PCOMP 1
+ COMP LAMTHK 3.2
+ COMP PLYPCT ALL 0.10
+ COMP BALANCE 45.0 -45.0
The optimization converges in seven iterations, after which the ply-based interpreter identifies thickness zones and generates a ply-based input deck. As illustrated in Figure 1, four ply bundles are created for each orientation. Figure 2 shows the thickness of each orientation after free-sizing optimization, while Figure 3 shows the equivalent thicknesses after going through the ply-based interpreter. As expected, the thickness zones are considerably more discrete in the interpreted design.
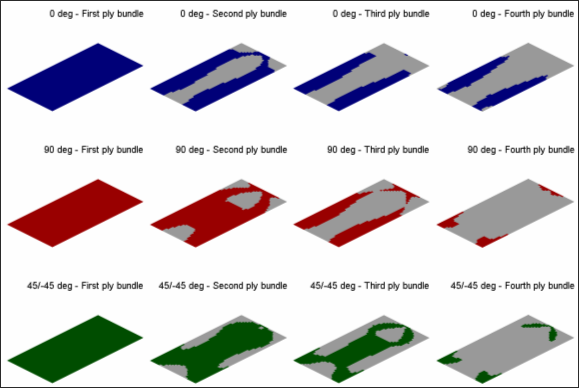
Figure 1: Ply bundles after ply-based interpretation
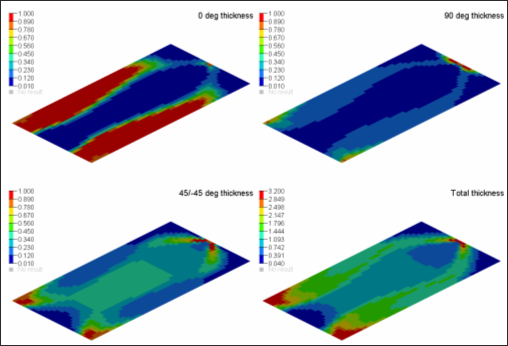
Figure 2: Thicknesses after free-sizing optimization
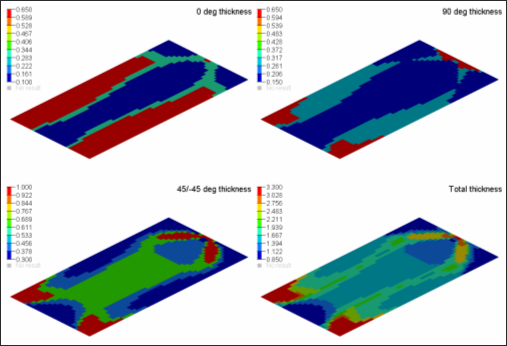
Figure 3:Thicknesses after ply-based interpretation
Ply-based Sizing Optimization
Once a concept design has been established, additional performance measures should be introduced. In this example, you are changing the formulation to minimize the volume while constraining the maximum principal stress in every ply. Also, the composite manufacturing constraints from the previous stage are preserved and transferred to the DCOMP card.
The optimization converges in 19 iterations, at which point the objective function has been slightly reduced while satisfying the design constraints and the manufacturing constraints. Figure 4 shows the thickness of each orientation after convergence has been achieved. Note that, due to the implicit discrete variables formulation, each ply bundle’s thickness is equal to a multiple of TMANUF=0.05.
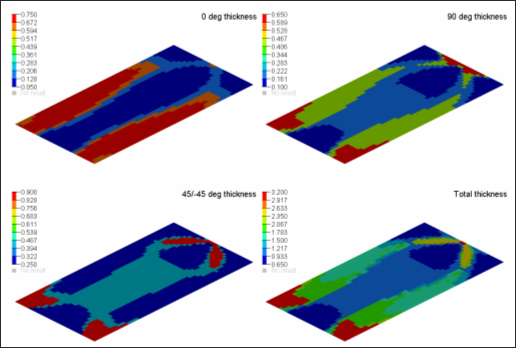
Figure 4: Thicknesses after ply-based sizing optimization
Ply Stacking Optimization
At this stage, you are keeping the formulation that was introduced in the previous phase, while adding detailed stacking constraints. Specifically, you are requesting that no more than four successive plies of same orientation be present in the stack, and that -45° and 45° orientations be paired together in the reverse manner to minimize angle changes. The resulting DSHUFFLE card is:
DSHUFFLE 1 STACK 1
+ MAXSUCC ALL 4
+ PAIR 45.0 -45.0 REVERSE
The optimization converges in seven iterations, and the resulting stacking sequence strictly satisfies all constraints.
The image below illustrates how the ply-based sizing optimization and the ply stacking optimization phases work together once free-sizing optimization has been performed. Figure (a) shows the initial stack for the sizing optimization phase; it consists of four ply bundles for each orientation as determined by the ply-based interpreter. Figure (b) shows the optimized stack; the thickness of each ply bundle has changed, and the total thickness has been slightly reduced to satisfy the manufacturing constraints. Figure (c) shows the initial stacking sequence for the shuffling optimization phase, where the ply bundles have been converted to actual plies. Figure (d) shows the optimized stacking sequence, which now satisfies the detailed manufacturing constraints as well as the design constraints.
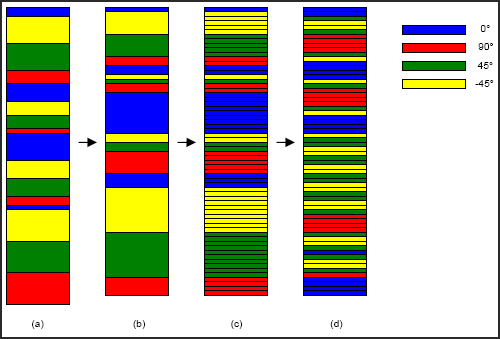
Figure 5: Stacking sequences during sizing and shuffling optimization
Since most plies only cover part of the laminate structure, the stacking sequence for each zone of unique lay-ups is different from the one illustrated above. However, the manufacturing feasibility is evaluated for every individual zone.
|






